热压机设备专业制造商-易拓ETOOL欢迎您! 客服热线:13714720278

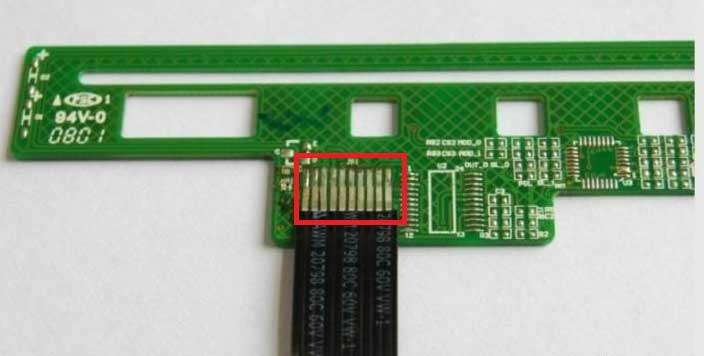
软排线脉冲热压机因应不同产品,升温速度可供调选.特种材料焊接头,确保产品受压平均,备有真空功能,调节对位更容易,温度数控化,清楚精密,备有数字式压力计,可预设压力范围.适用于各种高密度TAB、TCP压接及FPC、FFC,TFT与PCB焊锡压接,下面热压机专业制造商-德誉就热压机加热速度,使用温度与时间,压力设定说明下:

加温速度档有8个档位,(1档至8档), 1档加温快, 8档加温慢.其设定与压头的宽窄有关.窄头(10mm)用慢的加温档(即6,7,8档),宽头如80mm)用快的加温档(即1,2,3档)。
温度设定分叁段: 预热,焊接,和降温。
1,首段预热温度设定:使焊盘锡点到达将熔的状况.其设定值為锡的熔点温度左右.无铅在230度左右.有铅在180度左右.时间设定在2至4秒.预热设定的优点有:
1),压头温度上升到焊接温度(包含坚持温度的设定时刻)大概需求几秒鐘,在这时间,助焊剂活化,经过去掉氧化层来进步熔锡.预热一般在过大的产品的散热多,或是当应用了软弱的基板(如陶瓷)需求以愈加受控的方法加热以避免决裂.
2)在第二段加温时,使焊盘的锡活动较好,可以顺畅的前后活动.否则在第二段加温时,压头突然上升到锡的熔化温度,致使焊盘锡上的焊锡在有压力的情况下,突然熔化,而焊盘两端的温度低,使锡无法前后活动,致使左右活动而短路.
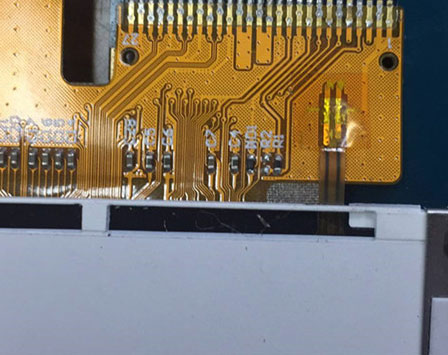
2,第二段加热温度的设定:使FPC与PCB彻底衔接在一体,其设定值依据所焊接的原料而定.一般情况下:有铅為230至320度左右.无铅為280至350度左右.因产品不一样,压头巨细不一样,致使散热快慢不一样. 依据散热多少,来设定温度.
注意:FPC的电解沉积铜在0.03mm以下时,两段温度也不要设的太高.大概在锡彻底熔化的温度即可.若温度太高,经过FPC传到焊接面的温度也会过高,致使锡产生很强的活动性.简单形成短路及锡珠。而且产品会因为温度高变色。温度设的太低会致使雪花式短路.
以下是一个参考数值:
无铅產品榜首段温度设定规模:230至280:第二段温度设定规模:280至350度.
有铅產品榜首段温度设定规模:200至230:第二段温度设定规模:230至320度.
3,第叁段冷却温度设定。其设定是让两焊接面充沛冷却至凝结。避免压头在焊接完產品后,焊点未凝结就上升,此刻FPC会随压头一同上升,形成脱焊。冷却温度设定太低会下降生產功率,其温度设定在180度左右即可.
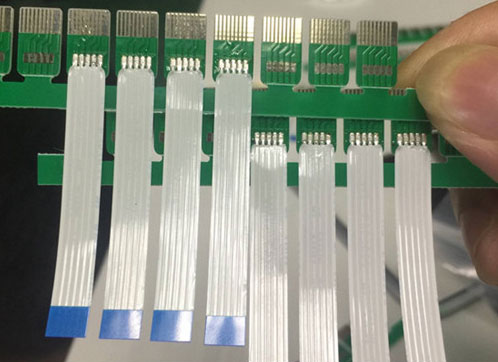
一般设定规模在:0.08至0.14MP.低於这个设定规模, 可能会致使气缸升降缓慢,或焊接不结实和虚焊。若压力过高,易產生锡珠短路,变形损坏FPC与PCB。
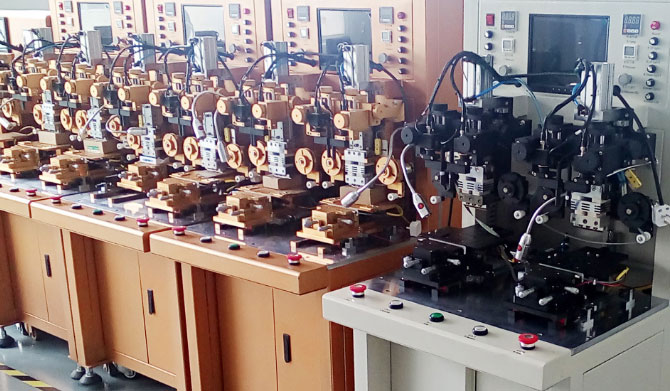
热压机专业制造商-德誉专业从事铆接头、热压机、热压焊接机、脉冲热压机、FPC热压机、热压焊头、塑料铆接头等产品研发、生产、销售、服务为一体的现代自动化设备厂家。铆接头服务,如有技术问题可以联系我们技术人员
精密热压机哪家好_就选热压机专业制造商-德誉自动化_专业制造,精密热压机哪家好,行业经验丰富,提供一对一的个性化定制服务.价格透明,低于同行,性价比...
热压焊机(Hot bar焊接)焊接过程中加热头会产生很高的热量,所以焊接过程中或焊接刚完成时,都不要用手或裸露皮肤的任何地方接触加热头及其周边金属...
真空加热焊接机 是一种通用的的加热设备,它的应用很广泛,主要适用于陶瓷、冶金、电子、玻璃、化工、机械、耐火材料、新材料开发、特种材料、建材...
本机采用四柱三板式空间开放结构,主体采用Cr8优质碳素结构钢板组成,工作台板、移动板、液压缸固定台板整体回火处理,硬度达到HRC:43-45,使其具有...
采用四柱三板式空间开放结构,主体采用Cr8优质碳素结构钢板组成,工作台板、移动板、液压缸固定台板整体回火处理,硬度达到HRC:43-45,使其具有高强...
热压机是一种使用广泛的机械设备。脉冲热压机是一种将带有镀锡零件预先加热到一定高的温度,待零件上面的锡融化之后,经过特殊的固化处理,用于连...
深圳市邦企创源科技有限公司恒温设备专业制造商-易拓(ETOOL)成立于2008年,专业致力于真空热压机智能装备的研发、设计、生产、销售和服务为一体的技术...
