热压机设备专业制造商-易拓ETOOL欢迎您! 客服热线:13714720278

热压焊机(Hot bar焊接)焊接过程中加热头会产生很高的热量,所以焊接过程中或焊接刚完成时,都不要用手或裸露皮肤的任何地方接触加热头及其周边金属;更不要在焊接过程中接触电源与机器连接的电缆线裸露的地方。

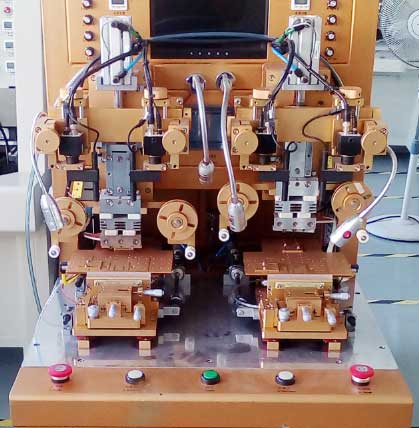
真空热压机小型产品图片
焊接前准备包括下面3步:工装夹具,热压头的更换,调平:
1.1 根据工件的不同选用对应的模具;
1.2熟悉模具的使用,放置模具时确保模具平整的放在机器底座上,没有任何贴敷(不干胶贴纸、胶布、胶水残留等),会影响平整度的异物妨碍。组合式模具分清楚先装后装,前后位置;一体式的模具(两个模具在一起的) 就只要确保平正度。
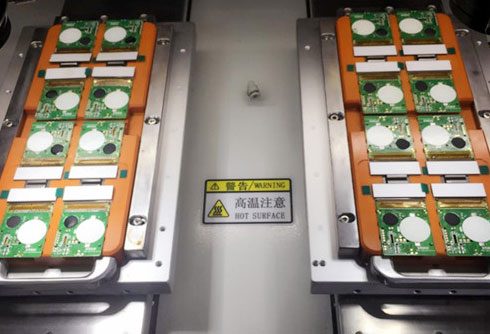
注意:为避免影响平行度,严禁在工作台、模具上贴胶带标签的物品,如下图:
2.1根据工件的不同选用对应的加热头; 更换时,关闭设备电源,将原热压头夹持处螺丝松开,把热压头拆卸下来并妥善保存;
2.2检查并确认待更换热压头无损坏,线头无松动,感温线无短路,热压头端面干净,如不干净先进行清洁;
2.3 将加热头的热感线插头插进机器的热感线接头;
2.4将加热头放进加热头夹持中间的位置,对准螺丝孔并上螺丝,每颗螺丝都应该要有一颗垫片套在螺丝上。将每个空都装上螺丝但不要打紧;
2.5将机器的模式调为:IOF 状态
2.6通过电磁阀按钮让加热头慢慢下来与底座上面的PCB板接触,待加热头与PCB板平行后,一手轻轻的按着加热头上面,一手用六角将加热头上面的螺丝打紧(注意,打紧的标准为:用一个食指打六角,打不动了为紧。)然后让机头抬起(确保是在IOF状态,即机器为不加热的状态)。

平行度调试:
保证热压头端面与产品热压面平行;把干净没有失效的感压纸(在没有感压纸的情况下,可以用复印纸和白纸来测试)放入至热压头和定位托盘之间,按下电磁按钮查看感压纸上的印痕,并根据印痕的情况调节夹持上的螺母,直到感压纸上的印痕成清晰的长方形面积时平行度才算合格;
平行度调试时可以采用一些辅助的工装模块,但在最终调整时必须用产品本身来调试,否则热容易造成“假平行”情况。在平行度调整的时候,直接用产品调试有时很不方便,我们也可以采用一些平行度很好的方块来看辅助调试,调试后情况如下:
在用辅助方块调整好平行度以后,我们用产品本身再试平行度时,发现印痕不再均匀而是成倾斜,这主要是PCB板上空焊盘高出PCB板面造成。
机器通过气压带动加热头的上下,机器焊接过程中,特别是自动模式焊接的过程中,不要让手或衣服等伸进焊接区域,以免加热都压下来的时候压伤手或出现其他危险情况。如果发生紧急情况马上按下紧急停止按纽。
精密热压机哪家好_就选热压机专业制造商-德誉自动化_专业制造,精密热压机哪家好,行业经验丰富,提供一对一的个性化定制服务.价格透明,低于同行,性价比...
热压焊机(Hot bar焊接)焊接过程中加热头会产生很高的热量,所以焊接过程中或焊接刚完成时,都不要用手或裸露皮肤的任何地方接触加热头及其周边金属...
真空加热焊接机 是一种通用的的加热设备,它的应用很广泛,主要适用于陶瓷、冶金、电子、玻璃、化工、机械、耐火材料、新材料开发、特种材料、建材...
本机采用四柱三板式空间开放结构,主体采用Cr8优质碳素结构钢板组成,工作台板、移动板、液压缸固定台板整体回火处理,硬度达到HRC:43-45,使其具有...
采用四柱三板式空间开放结构,主体采用Cr8优质碳素结构钢板组成,工作台板、移动板、液压缸固定台板整体回火处理,硬度达到HRC:43-45,使其具有高强...
热压机是一种使用广泛的机械设备。脉冲热压机是一种将带有镀锡零件预先加热到一定高的温度,待零件上面的锡融化之后,经过特殊的固化处理,用于连...
深圳市邦企创源科技有限公司恒温设备专业制造商-易拓(ETOOL)成立于2008年,专业致力于真空热压机智能装备的研发、设计、生产、销售和服务为一体的技术...
